|
ģ�����a(b��)����ˇ�����������A����180W�����a(b��)���C(j��)������
һ�� ���΅���(sh��)��
��0.4mm�ĺ��z�������������²��Σ�
0.3ms 100��
8.0ms 90��
������100��200A���l��5Hz��
���x�����x�������a(b��)���r(sh��)���z����?c��)������������c(di��n)һ�c(di��n)���ˣ�
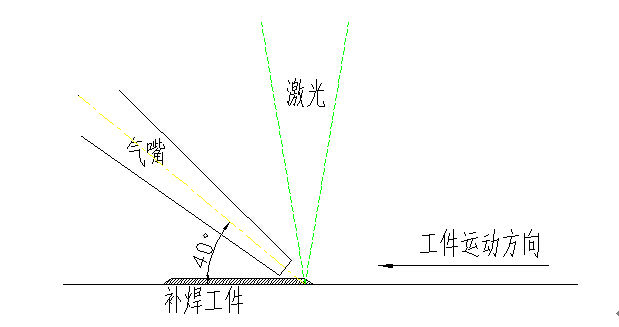
���ⷽʽ�����Â�(c��)���������c����ƽ��ĊA�Ǟ�40�ȣ����M���������c(di��n)̎������δ���^(gu��)��һ߅����D��
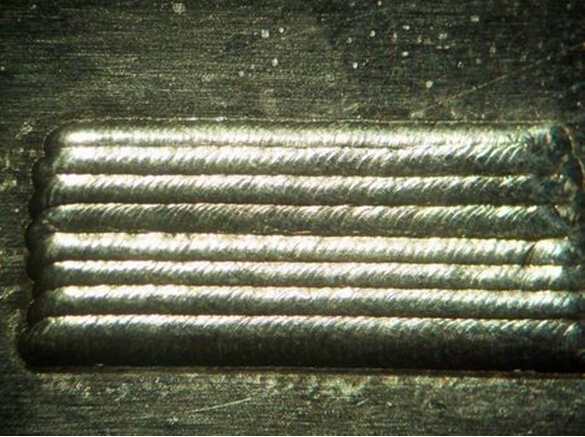
���� ����Ч���Ժ���M��߅�����R������(hu��)�����ݞ��ˣ���D��
����ܶȣ�0.05-0.2��

�c(di��n)��ֱ��Ч�������b�{(di��o)ԇՈ(q��ng)�_�J(r��n)����|(zh��)��OK��

ƽ��Ч����ע�⺸�p���w���
��c(di��n)Ч������Ǻ��ӣ��l��1-2HZ��
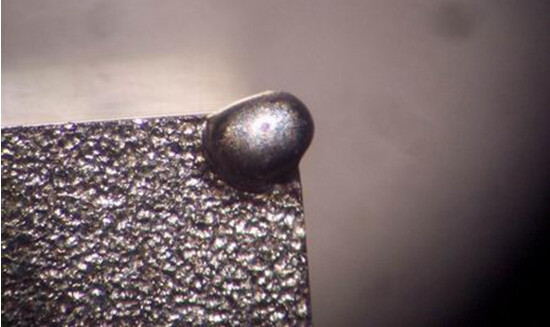
߅��Ч����Ո(q��ng)ʹ��V�����Fʯ��

�P(gu��n)�I�~��ģ�����a(b��)����ˇ�DƬ|ģ�����a(b��)����(sh��)������|ģ�����a(b��)��|ģ�����a(b��)���C(j��)|ģ���a(b��)���O(sh��)��|�Ϻ�ģ���a(b��)���ӹ�
���A����www.www-469300.com
2015-033001 |
